
幻のレーシングカーの復元プロジェクトを追う。第6回後編では「Iビーム」の元となる曲げ粗材成形の奮闘を紹介。
トヨタ社内で復元された幻のレーシングカーが、富士スピードウェイにオープンした「富士モータースポーツミュージアム」に展示されている。それは誰がどんな想いで、どんな目的で開発した、どんなマシンだったのか。その歴史と意味、そして復元の現場をリポートする特集企画。
第6回は、「こだわりのモノづくり」のひとつ、フロントアクスル(前車軸)の大物部品「Ⅰ(アイ)ビーム」の製作を担当したチームを取材。後編は鍛造製作についてお伝えする。
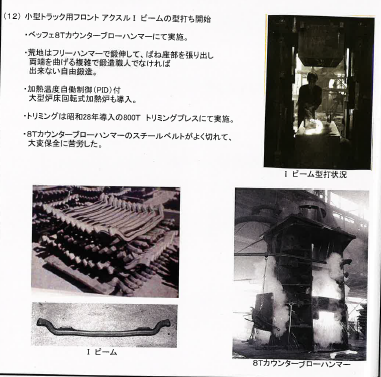
当時の工法によるIビーム製作を決めた二人は、「写真で見る トヨタ自動車 鍛造50年史」という社内資料に出合う。そこには「小型トラック用フロント アクスルIビームの型打ち開始」という章があり、文章と写真で昔のIビームの製作方法が記されていた。二人はこれを見て、鍛造も当時と同じ工法で製作することを決意したという。
とにかくサイズが大きすぎる
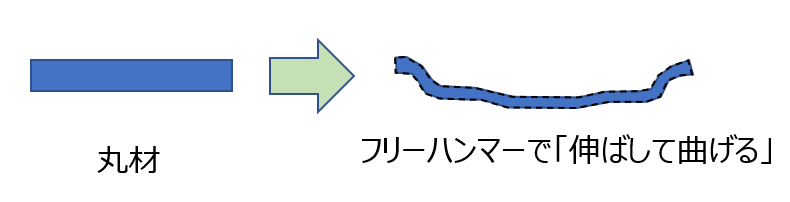
まず元となる曲げ粗材*
1
を製作しなければならない。炉で真っ赤に加熱した素材*
2
を、エアーハンマーを使って叩く「フリーハンマー」という方法で複雑なIビームの形に伸ばして曲げて成形する。
*1 曲げ粗材とはフリーハンマ―成形完了品
*2 素材とは所定の長さに切断した丸材
戸谷
社内の鍛造部にフリーハンマーという技能があることは、新人のときに受けた工場実習で知っていました。当時所属した組長や工長を訪ね、Iビームをつくるために、当時と同じ工法のフリーハンマーで曲げ粗材をつくってもらえないか、頼み込みました。
近年、鍛造部ではこれほど大きな曲げ粗材をフリーハンマーで成形した経験はない。この難題の取りまとめを任されたのが真部豊久だ。
真部は1991年に入社し、技術員室の駆動鍛造グループの主幹として、鍛造ラインの生産維持、改善や原価低減等の業務に従事している。入社以来、鍛造分野の生産技術、製造部門で活躍してきたエンジニア。
真部

最大の問題は、約1m30cmというIビームのサイズでした。
1mを超える部品を社内で鍛造する設備がありません。そのため、フリーハンマー後の鍛造工程は社外の会社に頼むしかない。全てを社内で手掛けるのは難しいと伝えました。
上記の理由から、内製で仕上げ形状まで完成させるのであればもう少し小さなサイズの部品にしては、と提案したという。だが「Iビームを昔ながらの方法で」という戸谷と三木の決意は固かった。
三木
何としてでも、SGトラックで見たあの迫力あるIビームをつくりたかったので、妥協はできませんでした。
社内外にこだわらず、現在のモノづくり力を結集してつくれないか、改めて真部さんに相談させてもらいました。
真部の尽力により、仕上げの成形は、日野自動車の鍛造部品を手掛けている理研鍛造が引き受けてくれることになった。
社内でつくる10本の曲げ粗材と前編で紹介した金型で理研鍛造が鍛造を行うという異例の工程だ。自社で全ての工程を請け負わないため、試作や調整の自由度が少なく、良品をつくれる保証はどこにもない。そんな中でもモノづくりへのこだわりに共感し、協力を申し出てくれたのだ。
一方、フリーハンマーによる曲げ粗材製作についても、求められる精度が非常に高く、難しい作業となった。Iビームのような複雑な形状の部品を製作する場合、一般的に2つ以上の金型を用意する。最初の金型でだいたいの形をつくり、仕上げ用の金型で形状を完成させるのだ。しかし、今回は仕上げ用の金型のみで仕上げることになった。
戸谷
当初は2つの金型が必要だと言われていましたが、鍛造50年史を見て、フリーハンマーで成形していたと推測しました。
先人がやれていたのなら、今のトヨタでもできるはずだという想いで、真部さんと協議し、極めて困難な成形にチャレンジしていただきました。
未知の領域に挑戦したベテランたち
この「フリーハンマーだけで、Iビームの形状につくり込む」という難題に取り組んだのが、鍛造部のベテラン技能者たちだ。しかし彼らにとっても、ここまで難しい仕事は、過去に経験したことがなかった。
フリーハンマー作業は、曲げ成形中の粗材を保持しながらハンマー操作を指示する「横座」と、そのハンマーの動きを操作する「ハンマー士」および炉の開閉や成形後の寸法をチェックする「補助者」の3名で行うのが一般的だが、Iビームは重くて長いので、運搬補助でもう1名必要となり、計4名で行った。
粗材が冷えると加工ができないので、横座は炉で加熱しては叩く、という作業を繰り返す。現場も粗材も高温なので作業時は徹底した安全管理が必要となる。


今回のフリーハンマー作業で横座を務めた藤永義文は1977年入社。すでに定年を迎え、現在は鍛造技能の教育関係トレーナーという立場から若手を指導している。
藤永
とにかく曲げ粗材のサイズが大きいので、今回の作業は僕らにとっても未知の世界でした。曲げ粗材のサイズは1m30cmほどあるのに、ハンマーで叩けるのは30cmくらいだから、寸法を出すのは至難の技。
「とにかくやってみよう」の精神で、ここにいるメンバーみんなでワンチームになって知恵を出し合って取り組みました。
一方、鋼材の運搬や寸法確認等の補助を担当した中根広仁は1979年入社。熱処理のシニア・エキスパートで、藤永と同様に熱処理技能の教育トレーナーとして若手を指導している。
中根
仕上がりの形状やサイズが適正かを測る計測器も部分的なものしかありません。叩いては自作の計測器を当て、形や寸法を何度も確認して、また叩くという作業になります。危険をともなう作業なので、みんなで合図を出すなど息を合わせて取り組みました。
ハンマー士を担当した岡本政春は、焼結鍛造部門で32年間の経験を持つ。現在は焼結鍛造技能の教育トレーナーとて若手を指導する傍ら、ハンマー士としてフリーハンマーの技能を伝承できるシニア・エキスパートだ。
岡本
私は6年間ほどハンマー士を経験していますが、ほぼ「カンコツ」で、こんな大きなパーツをつくるのは初めてでした。完成したときはものすごく充実感がありました。


情熱の結晶がいよいよ仕上げ成形へ
鍛造部のベテランたちの力を借りてフリーハンマーで成形した10本の曲げ粗材と金型は理研鍛造に送られた。
そして三木と戸谷が見守る中、いよいよ、理研鍛造での仕上げ成形が始まった。
Iビームの曲げ粗材や金型づくりとは異なり、仕上げ成形は順調にいくかと思われたが、期待通りに物事は運ばなかった。
型の隅々まで材料が充満できず、形状が一部欠けてしまう欠肉が発生してしまった。

三木
NG品が6本、7本と積みあがることで、少し不安になってきましたが、曲げ粗材の型打ち順は精度がよくできているものを後半にしていました。祈ることしかできませんが、きっと大丈夫だと自分に言い聞かせました。
戸谷
うまくいかなければ、金型の修正が必要になり、内容によっては大幅な作業を追加することになります。また、鍛造部のメンバーが必死でつくった曲げ粗材も追加で必要になるかもしれない。理研鍛造の皆さんと何ができるか必死に考えました。
欠肉を防ぐには、曲げ粗材を金型へ正しくすみやかにセットする必要があるが、時間がかかりすぎてしまうと温度が下がってしまい、想定した熱収縮量が得られず狙った大きさの製品に仕上がらない。
これに対応するため工程を見直し、熱した曲げ粗材を型にはめて数回打ち、それを再加熱して最終形状まで加工した。そうした工程の改善と精度の良い曲げ粗材を用いて、全員の願いを込めて鍛造された最後のIビームは、欠肉なく完璧な形で姿を現した。

無事、仕上げ成形を終えたIビームは車両取付に必要な面(出し)と穴を機械加工した後、三木と戸谷の手でトヨペット・レーサーへと組み付けられた。

復元を終えて
三木
自分としては当時のモノづくりの素晴らしさを印象付ける100点満点のIビームができたと思っています。完成品を見たチームメンバーをはじめ、レストアのプロである新明工業の方からも、「オッ!」と言ってもらえました。我々の情熱を理解いただき、共に尽力いただいた社内外の皆様に改めて感謝したいと思います。
今回、このような取り組みができたのも、先人たちが日本で自動車産業を興してくれたからだと思います。100年に一度の大変革期と言われている今、我々も未来に向けてチャレンジを続けていきたいと思います。

戸谷
最初はいろんな人に無理だと言われました。だけどできた。「必ずできる」と信じて同じ方向を向き、一緒に汗を流してくださった皆さんに本当に感謝しています。
先人の苦労があるから今の我々がある。未来の我々の後輩にも同じように感じてもらわないといけない責務が我々にはあります。Iビームのことを思い出すたびに、「自分のクルマづくりに対する気持ち」を新たにできる。これからもこの気持ちを忘れずに仕事を続けていきたいと思います。
次回第7回は、ドライバーの体を支える重要なパーツであるシートの製作を担当したチームの奮闘をお伝えする。
(文・渋谷康人)