Toyota's Plants: Inheritance & Evolution is a series introducing the history and future vision of individual production facilities. This time, we trace the history of Miyoshi Plant, founded as a machine plant specializing in sub-assemblies for suspension parts and small components, and long exposed to fierce competition.
The ever-present threat of losing orders
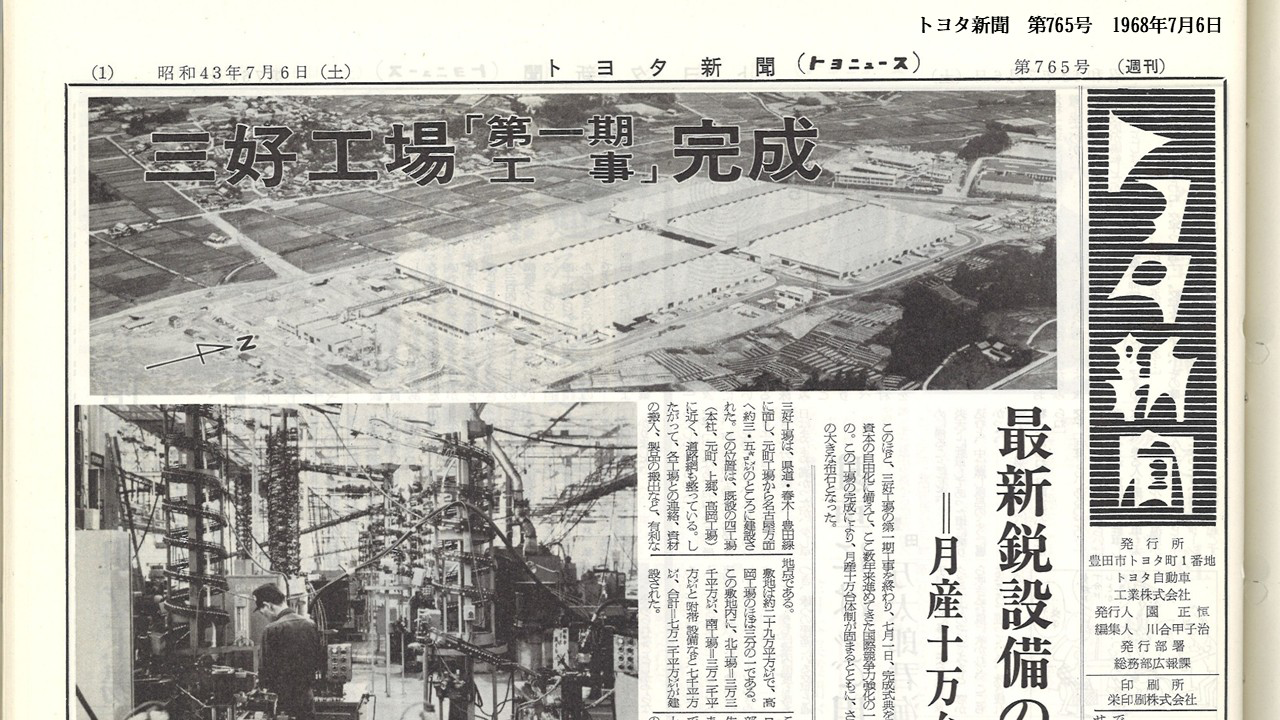
The Miyoshi Plant began operations with an efficient layout and a suite of groundbreaking equipment. It seemed at first to be off to a smooth start, but before long it ran up against major obstacles.
Lurking in the background were mega-suppliers that were expanding their businesses globally. These firms delivered massive volumes of parts to several automakers at once rather than just one. Given their overwhelming mass-production capacity, it was extremely difficult to compete with them on cost.
To survive, the Miyoshi Plant evaluated supplier technical capabilities and transferred parts production to them before being drawn into cost competition. Technologies evolved and the roles automobiles were expected to play changed, and the plant chose accordingly to shift its resources toward new parts and technologies, such as engine components and environmentally focused parts.
However, for the employees at the plant, this would mean letting go of the skills they had honed together with their colleagues.
Hisayoshi Kojima, Deputy General Manager of the Driveline Manufacturing Div. 1, has worked across every manufacturing division at the Miyoshi and Myochi plants since joining the company in 1981. Looking back on this shift, he says, “Production of roughly 80 percent of the parts I handled was transferred elsewhere.”
Deputy General Manager Kojima, Driveline Manufacturing Div. 1

Bringing in new technologies we were handling for the first time came with the growing pains of creating something new. We worked through trial and error to nurture those technologies, and just when we thought they were finally on track, production would be transferred elsewhere—and we’d find ourselves having to deal with parts that required entirely different technologies. I can’t really put into words just how rough on us this was.
Among the many transfers over the years, the one that remains etched most bitterly in employees’ memories is the 2004 decision to transfer production of the steering column*1 and power steering*2.
*1 Mechanism that transmits steering-wheel input to the wheels
*2 Mechanism that assists the rotation of the steering wheel
Until then, the plant had let parts go to take on new ones. This time was different: it was letting them go because it had lost on price—effectively a “lost order,” and with it, the work itself. And to make matters worse, both the steering column and power steering were among the Miyoshi Plant’s core products.
A fourth of the Miyoshi Plant’s employees were forced to transfer to other lines or other plants as a result of these losses.
Teams that had forged strong bonds through shared hardship and joy were broken apart. They had to start over in altogether different kinds of workplaces, relearning their jobs from scratch. The unease and hardship of that situation are not hard to imagine. If they could not maintain a competitive edge, they would lose their jobs. The harsh reality of that experience was etched deeply in their hearts.
From company-level to group-level: Toyota decides to become a supplier
Here, let us step back for a moment and look from the Miyoshi Plant to broader movements within the Toyota Group.
In June 2018, Toyota decided to consolidate the electronic-components operations at Hirose Plant into Denso, and to transfer sales operations for the African market to Toyota Tsusho.
Amid the industry-wide transformation known as CASE (Connected, Autonomous/Automated, Shared, and Electric), the automotive sector entered a new phase of collaboration and competition that drew in players from entirely different fields. In response, Toyota reorganized its businesses across the entire group under a “home and away”* perspective.
* Businesses or regions where Toyota holds a competitive advantage over its rivals are considered “home,” while those in which other companies have greater experience or strengths are considered “away.” Under this perspective, businesses are reviewed not at the level of individual companies but across the Toyota Group as a whole, and are consolidated within the “home” companies to improve productivity and gain a competitive advantage.
In the release issued at the time, then-President Akio Toyoda offered the following comments.
President Toyoda
Facing this once-in-a-century transformational period, and at a time in which annual global vehicle sales of the Toyota Group now surpass 10 million units while maintaining and further developing our current operations, we are now being called on to take up the challenge of transforming into a mobility company. In such an environment, how effectively we can apply our limited resources and the degree to which we can enhance the competitiveness of the entire Toyota Group will become ever more important.
As this Group-wide business review moved forward, Toyota and JTEKT likewise restructured their operations in 2019.
JTEKT had long developed and produced steering systems and drivetrain components as a Toyota Group company. Under this restructuring, however, it would also become responsible for designing and developing the driveshafts that transmit engine power to the tires.
JTEKT, in fact, also has a connection to the Miyoshi Plant. JTEKT's Tadomisaki Plant (Takahama, Aichi Prefecture) was completed in 1986, when it was operated by Toyoda Machine Works. The plant was created by learning and then transferring driveshaft production from the Miyoshi Plant. Since then, it has produced a wide range of drivetrain components and supplied them to Toyota’s vehicle plants.
Here is how Kosaku Shimizu, formerly the Tadomisaki Plant General Manager and now Field General Manager for drivelines, describes this shift:
Field General Manager Shimizu, JTEKT

A mindset had taken root that Toyota is both the technical mentor in driveshafts and the customer.
We therefore inevitably found ourselves looking at things as if we were their subordinates. We didn’t think we were in any position to speak with Toyota as their equals.
Toyota understood that we felt that way, and I think that is what led the Toyota Group to work toward eliminating any sense of us engaging with one another as if we weren’t equals.
JTEKT and the Miyoshi Plant were thus rivals in drive-shaft production, with both supplying Toyota’s vehicle plants. However, this transfer marked a turning point: the Miyoshi Plant would manufacture what JTEKT designed and developed, and the two began moving forward together in a new partnership.
In June 2019, not long after the decision to restructure was made, about ten members each from JTEKT and the Miyoshi Plant gathered for a reporting session in which they presented the results of benchmarking one another’s plants.
Even when two companies produce the same parts, the technologies they have honed and the improvements they have accumulated differ. By learning about their partner’s strengths and making them their own, both can become even stronger.
With this conviction in mind, initiatives took shape in which employees crossed company boundaries, visited each other’s sites, and deepened their mutual understanding.
Efforts to stop engaging as if Toyota and JTEKT were not equals extended even to what people wore. When Toyota employees visited JTEKT, they put on JTEKT uniforms; when JTEKT employees visited Toyota, they wore Toyota uniforms. This in turn fostered a sense of unity. It may seem like a small thing, but Shimizu says, “Somehow, it felt like a sense of camaraderie began to grow.”
If they were unable to become a team that could speak frankly to one another as equals, they would never be able to stand up to outside rivals.
Shimizu expresses his determination: “We don’t want to lose in this competition.”
Field General Manager Shimizu, JTEKT
Both the Miyoshi Plant and we at JTEKT have confidence in our monozukuri. However, there are areas in which we still lose out to global competitors. How do we evolve so that we can prevail in those areas? I think it’s better for us to work together with the Miyoshi Plant—which is without question a powerful partner—than to try to figure that out on our own.
We won’t be able to win in every area right away, but I want us to fight this battle together and take pride in being part of the Toyota Group as we do so.
We will do whatever it takes to survive. And by 2028, we are already looking toward new challenges. The details of those efforts are discussed in Part Two: Evolution.
Karakuri: the power to survive
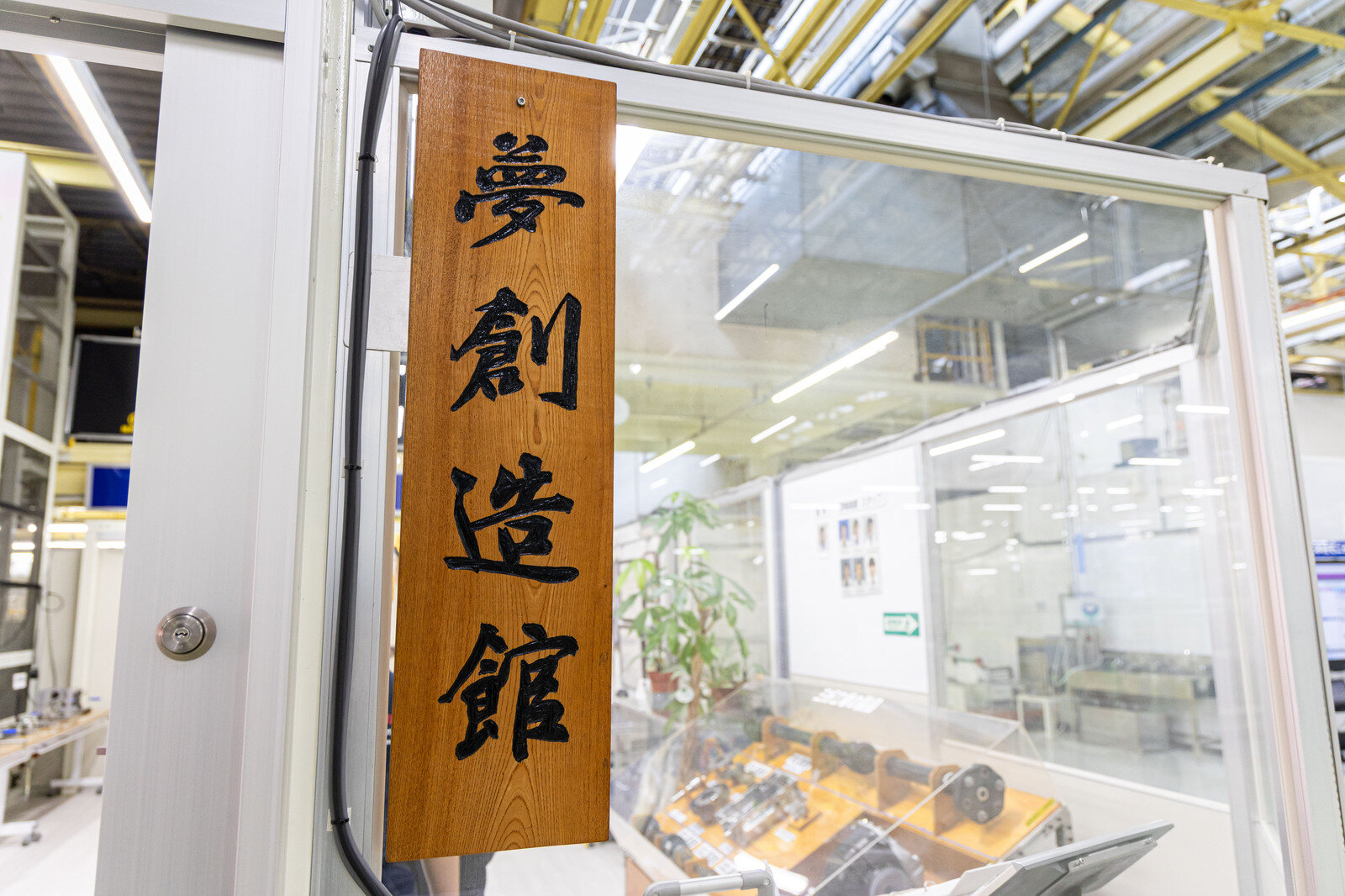
In one corner of the Miyoshi Plant is a space filled with wooden gears and objects that look like parts of machinery. This is Yumesozokan, or “The Building Where Dreams Are Made,” a facility dedicated to passing on the tradition of karakuri.
Karakuri refers to mechanical solutions for workplace improvements that don’t rely on high-tech sensors or control devices, but simple principles and mechanisms such as gears, levers, and springs.
Today, Toyota’s various plants each have multiple spaces where karakuri ideas can be devised and put into practice, but Yumesozokan at the Miyoshi Plant is regarded as the pioneer.

The Miyoshi Plant has long operated under the pressure of knowing that losing in competition means losing the work itself. Over time, its workers have developed a mindset of overcoming cost challenges through ingenuity and resourcefulness.
That spirit shows up in the numbers as well. Between April and June 2025, the plant’s various departments proposed as many as 1,400 improvement ideas.
Senior Expert Akinobu Minagawa, Driveline Manufacturing Div. 2, taught us a term considered essential at Yumesozokan: “minus-one energy.”
Senior Expert Minagawa, Driveline Manufacturing Div. 2

Our approach to improvements is grounded in the idea of "minus-one energy"—asking whether we can reduce power use, even if only slightly.
We work especially hard to cut power usage and costs for equipment such as transport devices that do not directly contribute to production or create added value—all while ensuring safety, of course.
The karakuri developed at Yumesozokan has spread beyond the plant and is now being used to help solve problems in the local community.
The Miyoshi Special Support Education School had previously served lunch to all students in the cafeteria, but as enrollment grew, some grades began eating their meals in their classrooms instead.
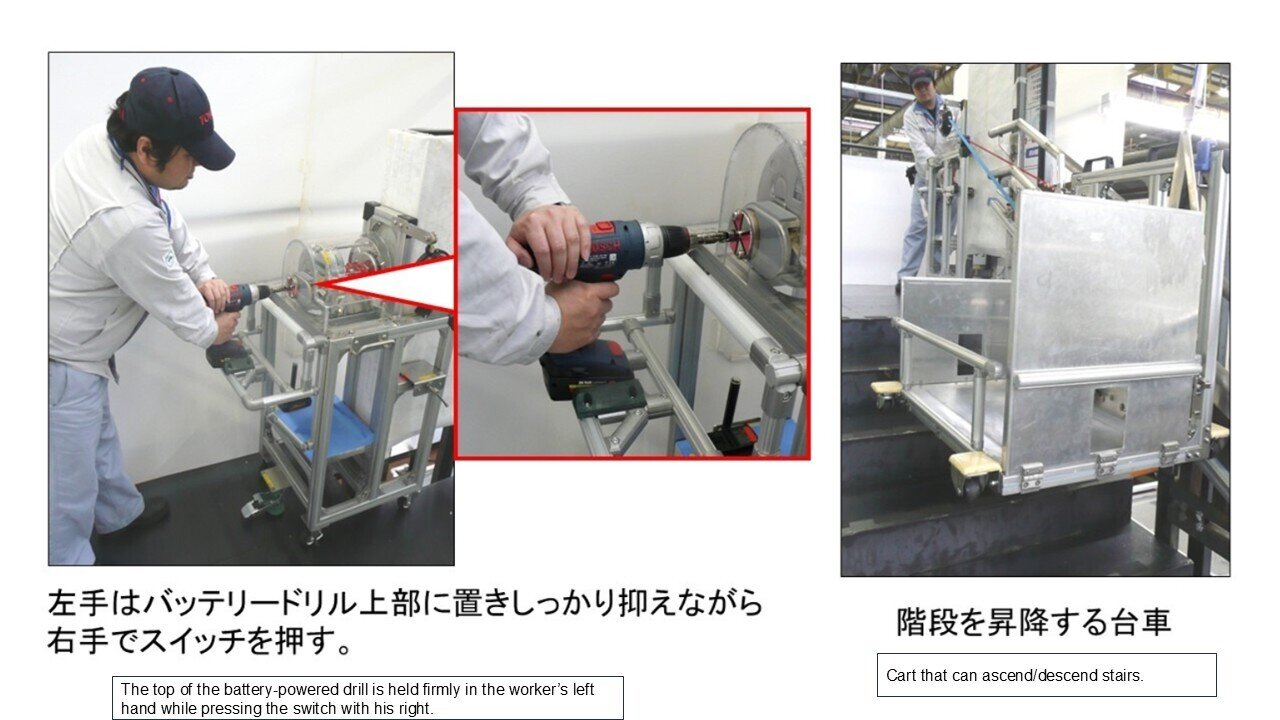
This made it necessary to make multiple trips between the first floor, where the kitchen is located, and the classrooms on the second floor and above to deliver meals and tableware for 80 students.
For the four women in charge of distributing meals to the students, it was difficult and hazardous work. There were even times when they lost their balance during transport and spilled the meals.
The school appealed to the Yumesozokan team for help. The team installed a shuttle on the stair handrail and modified it so a cart carrying meals and tableware could be attached. They fixed a winch platform* in place so that when the switch on an electric driver was pressed, the winch wound up the rope, allowing the cart to travel up and down along the handrail.
* A machine used to pull heavy loads vertically or horizontally, including lifting and lowering operations.
Before such devices became widespread in society, Yumesozokan also devised foot-operated sanitizer dispensers that are now common nationwide. They donated units to special-needs schools and community centers as well.
In addition, at the time this article was being prepared, the team was working to use karakuri to bring to life mobility designs submitted to the Children’s Mobility Design Exhibition hosted by the Toyota Engineering Society.

This ripple effect of karakuri-driven improvement spreads outward from the Miyoshi Plant. Plant Manager Kazuaki Takahashi says that the core elements that have enabled the Miyoshi Plant to survive these battles are the Toyota Production System (TPS), introduced in Part Two, and its capacity to drive continuous improvements.
Plant Manager Takahashi

We would like to carry forward TPS as our legacy. We use TPS-based techniques to bring problems to the surface, think through how to improve them, generate ideas, and promptly put them into action. We want to see this through exhaustively. If we assign the same number of people as our competitors to the same processes, our costs will end up higher than theirs.
I believe that carrying out improvements that leverage karakuri and other such approaches with speed and urgency will become a strength that not only helps the Miyoshi Plant survive but also keeps Toyota competitive.
The Miyoshi Plant has continually grappled with competition, yet it has fought its way through by drawing on its technical capabilities and capacity for improvement.
In Part Two we will shine a spotlight on the reforms aimed at opening the way to the future.
The information in this article is accurate as of August 2025.