A special project team worked on reviving a Toyopet Racer, Toyota's first racing car from over 70 years ago. The series' eighth installment showcases the travails of members tasked with casting the transmission case.
This series features Toyota’s project to revive a legendary racing car—now on display at the Fuji Motorsports Museum with a look at the project members’ efforts as well as the history and meaning behind the vehicle.
This article follows the journey of members who cast the transmission case and the clutch and brake pedals.
Producing sand molds with cutting-edge 3D printing technology
This project with mainly young members involved rebuilding the legendary 1951 Toyopet Racer by sticking as closely as possible to the original production methods, seeking to pass on its creators' car-making philosophy and techniques to the next generation.
As outlined in part three, the team responsible for reconstructing the transmission played a crucial role. The challenge of fabricating the cast iron case to house this transmission and other cast parts, such as the clutch and brake pedals, fell to Junya Nakazawa of the Production Engineering Development Center’s Raw Material Development Div.

On joining Toyota in 2017, Nakazawa became part of what was then the Casting Production Engineering Div. At university, he majored in information systems engineering, researching areas such as programming.
Nakazawa

Since I entered the company, I’ve been preparing casting equipment for production and developing production methods.
I joined this project on my supervisor’s suggestion. As someone working in the development of high-mix, low-volume production technology, I saw this chance to recreate a single car as a great opportunity to further myself and jumped at the opportunity.
I didn’t know about the Toyopet Racer and was surprised to learn that the car was originally built as part of Kiichiro Toyoda’s vision of developing Japan’s automobile industry.
The largest part of the racer’s transmission is the cast iron case. In keeping with the spirit of the restoration project, Nakazawa wanted to ensure this part was also created using the original methods.
Doing so entails first making a metal pattern and placing it in sand, which is hardened to create the mold before the pattern is removed. The part is then cast by pouring molten iron into the cavities of the sand mold. However, producing sand molds in this way is generally expensive and time-consuming.
Nakazawa
Ideally, we wanted to create the part using the same mold techniques originally used for the Toyopet Racer. Unfortunately, this method requires repeat prototyping of the sand mold to get the accuracy right, which takes at least a few months. That would not have fit in with our schedule for completing the restoration.
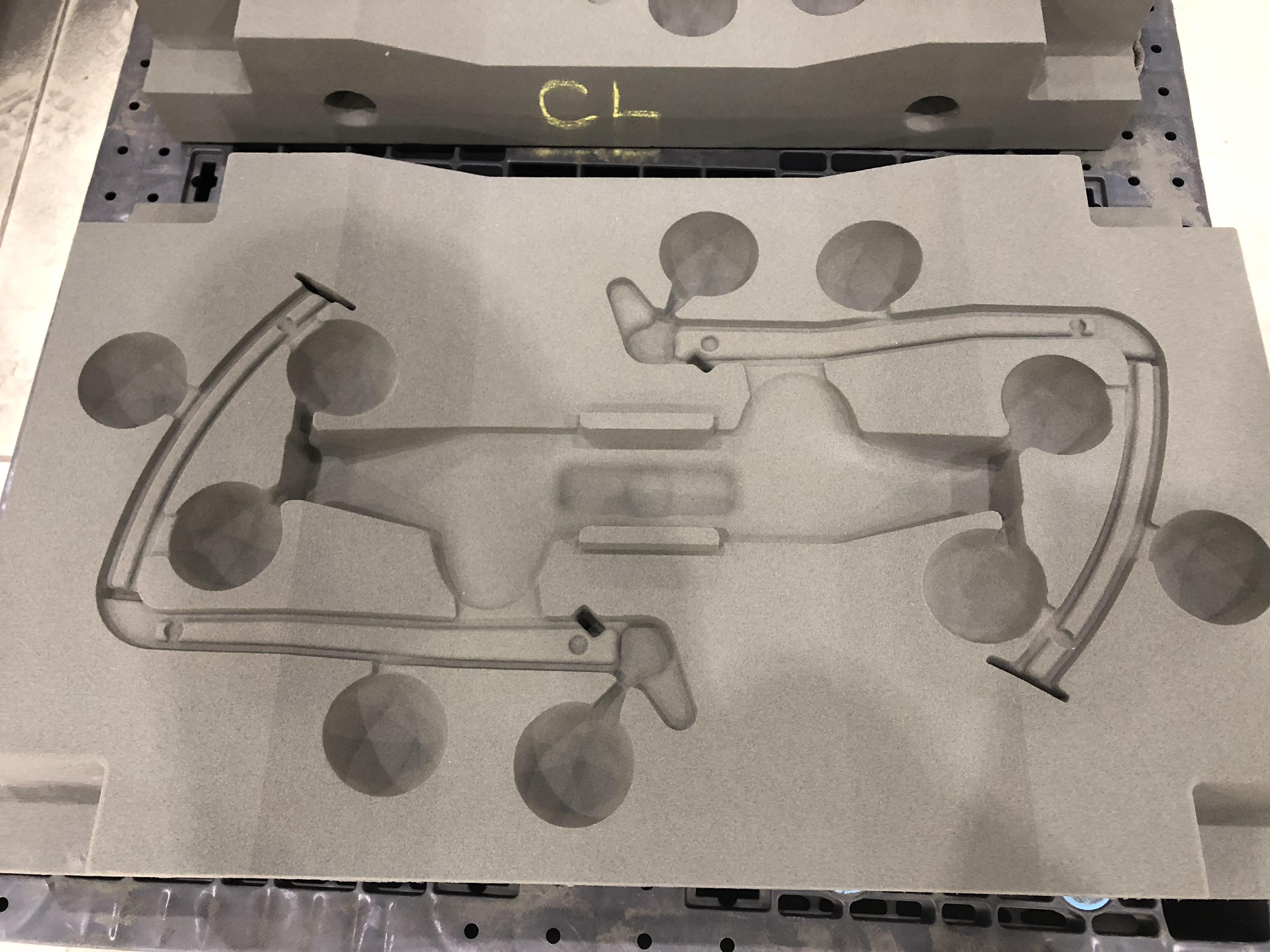
To get around this, we decided to make the sand mold without a metal pattern, instead relying on the 3D printing used to develop and manufacture engines for racing cars.
Figuring out the right material
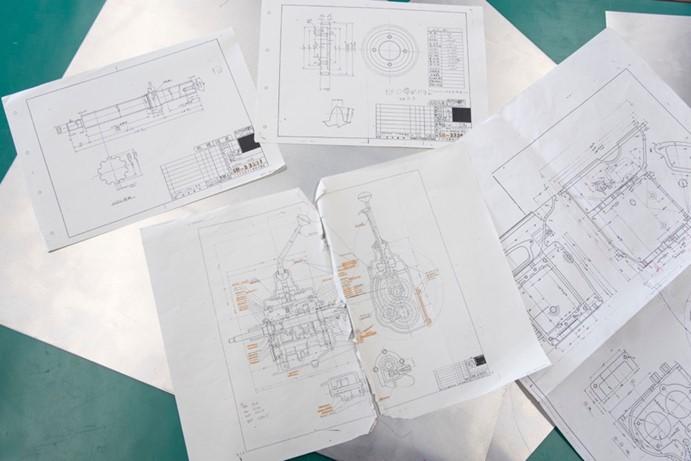
Several steps of preparation were required before the sand molds could be made using a 3D printer. First, Nakazawa set about deciphering the preserved transmission drawings.
The first step in casting parts is to decide what material to use. Normally, the materials can be identified by the Japanese Industrial Standards (JIS) codes on parts drawings.
It was clear that the original transmission was made of cast iron. However, the “CC1” material code on the drawings did not exist within the JIS standards.
Nakazawa sought the help of Yuji Okada within his department. Okada has been with Toyota for 40 years, having joined in 1981. For 30 of those years, he has worked in casting, developing various technologies, and becoming a specialist in the field. Passionate about cars, Okada has also been involved in developing engines for motorsports.
Okada
I had never seen the “CC1” material code, either. We researched the casting materials and technologies used in those days by looking through various resources—layout diagrams and photos of the Honsha Plant at the Toyota Kuragaike Commemorative Hall, along with parts lists and “75 Years of Toyota” documentation.
The design drawings for the Toyopet Model SD on which the racer was based were produced at a time that predates current casting technology and before the JIS standards were established. After reviewing various documents with Nakazawa, we concluded that the “CC1” material is referred to as “gray iron” in JIS classifications.
The problem is that we don’t use this material anymore at Toyota. Therefore, we opted for FC230 gray cast iron, the closest match among the materials currently in use. With the same production methods, it would look just like the original while ensuring present-day quality standards.

The difficulties of 3D modeling sand molds
Thanks to Okada’s help, Nakazawa overcame the first hurdle of finding the right material. With that, he approached the next challenge: turning the preserved hard-copy design drawings into 3D modeling data needed for 3D printing the sand molds.
In essence, the two-dimensional drawings should contain all the dimensions and other necessary information. However, when Nakazawa began creating the 3D modeling data, he found gaps in the information that made the task impossible. To get around this problem, Nakazawa filled in the missing details by examining the transmission of a Toyopet Model SD kept by a partner company.
Nakazawa
Seeing the actual part allowed me to understand the role of each design feature and whether they were required due to the manufacturing method or for driving performance. I could identify areas where dimensions had to be precise and where they did not.
Compared to modern transmissions, the design has much padding (areas where the metal is unnecessarily thick). Still, considering the production technologies and methods in those days, I think it’s actually quite efficient in design. I could see firsthand how technology has evolved over the past 70 years. At the same time, I realized we should never be content with the current state of technology.
Unlike cutting processes, where the finished part is formed at a stroke, fabrication by casting involves another hurdle to overcome before a component is complete.
Channels must be designed into the sand mold to ensure that the high-temperature molten iron flows right to the extremities of each cavity to create the desired shape in all its detail and to prevent cavities from forming within the cast parts.
Moreover, because the metal shrinks as it hardens, sand molds must be made larger than the actual size. Once the cast parts are extracted from the mold, they require finishing work to remove any excess material. These machining margins also need to be added to the size of the finished product when designing the mold.
These issues are solved by creating two sets of 3D modeling data: one for the finished part and one for its preliminary stage.
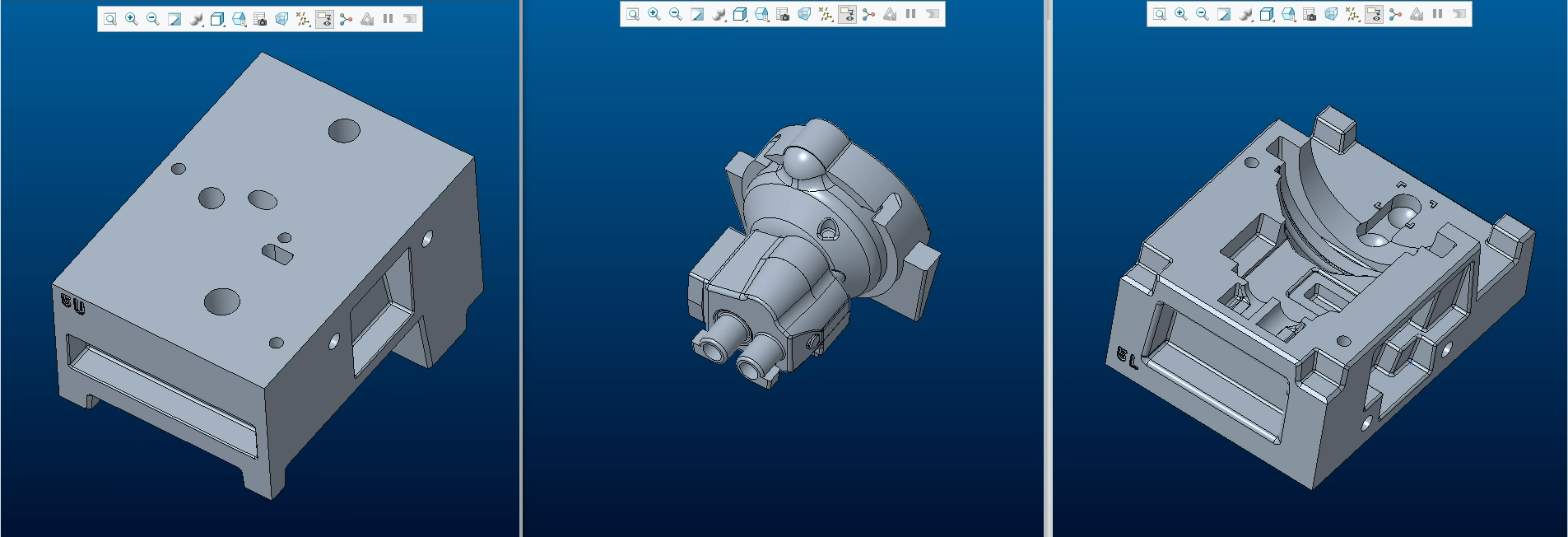
To decipher the 2D drawings, verify the missing information from real parts, and create two sets of 3D modeling data (pre-machining and finished part) for the transmission case, Nakazawa was joined by Raw Material Development Div. colleagues Yuji Fujiwara and Takumi Hasegawa. They had been approached by their supervisor, who spotted an opportunity to nurture young talent in Nakazawa's mission.
Fujiwara
Normally, I do 3D modeling of molds for casting engine cylinder heads. This was my first time producing 3D model data from 2D drawings—and for sand molds, on top of that.
We had to figure out what to do with the outdated notation on the drawings, the missing dimensions, and the excess material. All of this was a new experience for me, which was difficult. I was impressed by the level of manufacturing that our predecessors achieved with the technology that was available at the time.
Hasegawa
My usual work is 3D modeling for suspension components. I knew nothing about the Toyopet Racer and had no experience turning 2D drawings into 3D models, so this was a real challenge.
It was also my first time being involved in making sand molds and preparing modeling data for the preliminary stage before completion. Previously, my duties had been more of a supporting role, so being part of the project from start to finish was a first for me and a great experience.

Meanwhile, the task of preparing 3D models for the clutch and brake pedals fell to Rin Murakami, also from the Raw Material Development Div. Having joined Toyota in 2021, Murakami was still very new to the company when the project began.
Murakami
I joined the team because my supervisor recommended it as a project for younger staff. At university, I studied fashion textiles, and I had never worked with casting or heard of the Toyopet Racer. It was all new to me, so I sought the advice of senior colleagues as I went. I was thrilled to see the parts I had designed be completed and assembled into the car. It was an invaluable experience.
Comparing scanner and 3D modeling data to ensure finished part precision
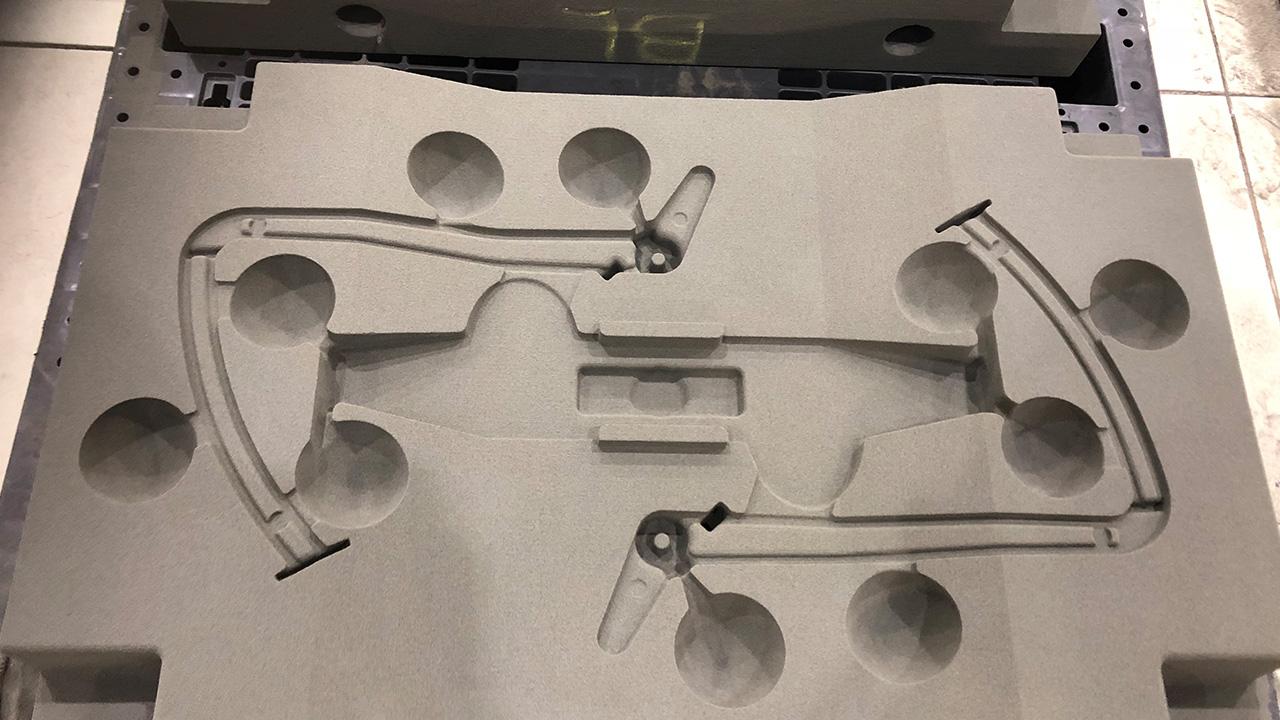
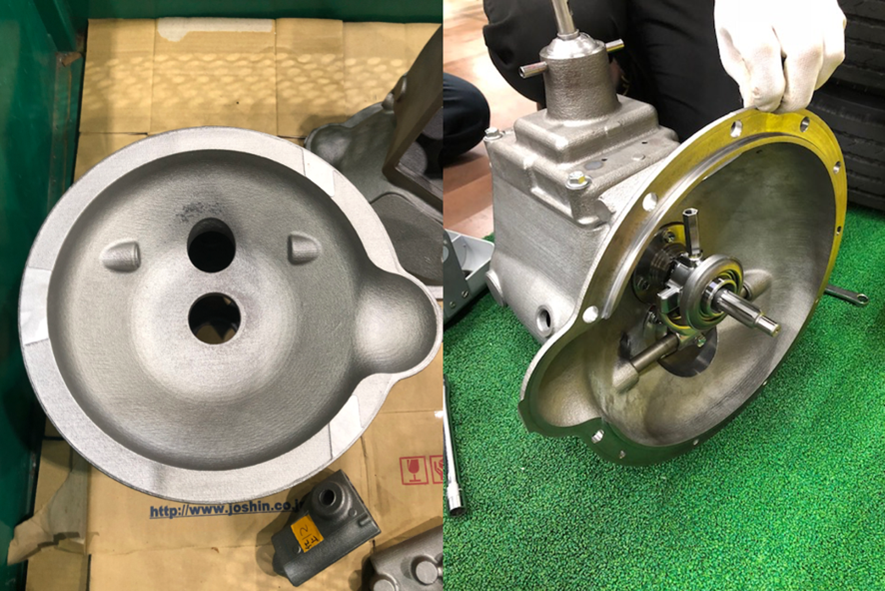
With the 3D modeling data they produced, the team could 3D-print sand molds for the transmission case and pedals.



The job of manually pouring molten metal into the sand molds was taken up by veterans from the Production Engineering Development Center’s Casting Div. After cooling, the parts were removed from the molds and underwent finishing processes. Finally, the transmission case and pedals were inspected to ensure that the cast parts had been finished as specified in the 3D modeling data.


The inspection work was done by fellow Raw Material Development Div. member Go Miyata.
Miyata
My first experience inspecting old cast iron components was the transmission case and pedals. I was surprised to see how differently the parts were shaped from those of today on account of being made from cast iron instead of modern aluminum alloys.
Expectations exceeded
Despite leading the production efforts, Nakazawa says the finished transmission case, clutch, and brake pedals exceeded his expectations.
Nakazawa
The patterns and sand molds used to cast car parts typically take several years to make, but we were working with limited time. Our solution was to cast the parts in 3D-printed molds and, thanks in part to the precision of 3D modeling data, they needed surprisingly little finishing.
Although the process made me painfully aware of how little I knew about casting, I was glad to see that the finished parts exceeded expectations. This task taught me a great deal about how to make high-mix, low-volume production more efficient.
To be honest, I was initially unsure whether I would be able to complete the parts, but when everyone else came on board to help, I realized that we could get it done. I decided that from now on, I won’t be afraid of new challenges and be proactive in tackling the things I want to do.

For many members, this project offered valuable experiences not found in their everyday work, starting as it did with creating 3D modeling data from original design drawings. Like Nakazawa, many of those involved were in their 20s, making the endeavor extremely meaningful from the perspective of nurturing young talent. No doubt this experience will serve them well in the future.
Part nine of this series will cover the team’s efforts to build the suspension, brakes, and other components from scratch.
(Text: Yasuhito Shibuya)