
The importance of software and connected technologies in automobiles is growing. How will Toyota compete to survive? Keiji Yamamoto, Toyota's chief officer leading efforts in this area explained.
On August 25, Chief Product Integration Officer (CPIO) Keiji Yamamoto, who heads Toyota’s in-house Connected Company, explained Toyota’s software and connected initiatives at a press briefing.

The importance of software and connected technologies in automobiles has been rapidly growing along with technological advances and increasing needs for new mobility services. Automakers and other players outside the automotive industry are accelerating their efforts in this field. Competition in software development is getting fiercer.
Toyota is well known for the competitiveness of its hardware, but what about software? Where is Toyota positioned in the race of software and connected technologies development? CPIO Yamamoto gave a presentation to provide an overview and broaden understanding of Toyota’s efforts in this area.
The automobile has continued to evolve
Yamamoto
Automobile manufacturing today is entering an era in which there is a need to focus on various certain aspects, such as automated driving, electrification, and connectivity.
Software has become an important factor in determining product appeal, and, as you all know, various players who specialize in software are entering the automotive industry.
Today, I would like to mainly talk about how Toyota is taking on car-making going forward. First, I would like to look back at the history of automobile development.
In the process of forming the core, economy-supporting industry that it represents today, the automobile has continuously changed.
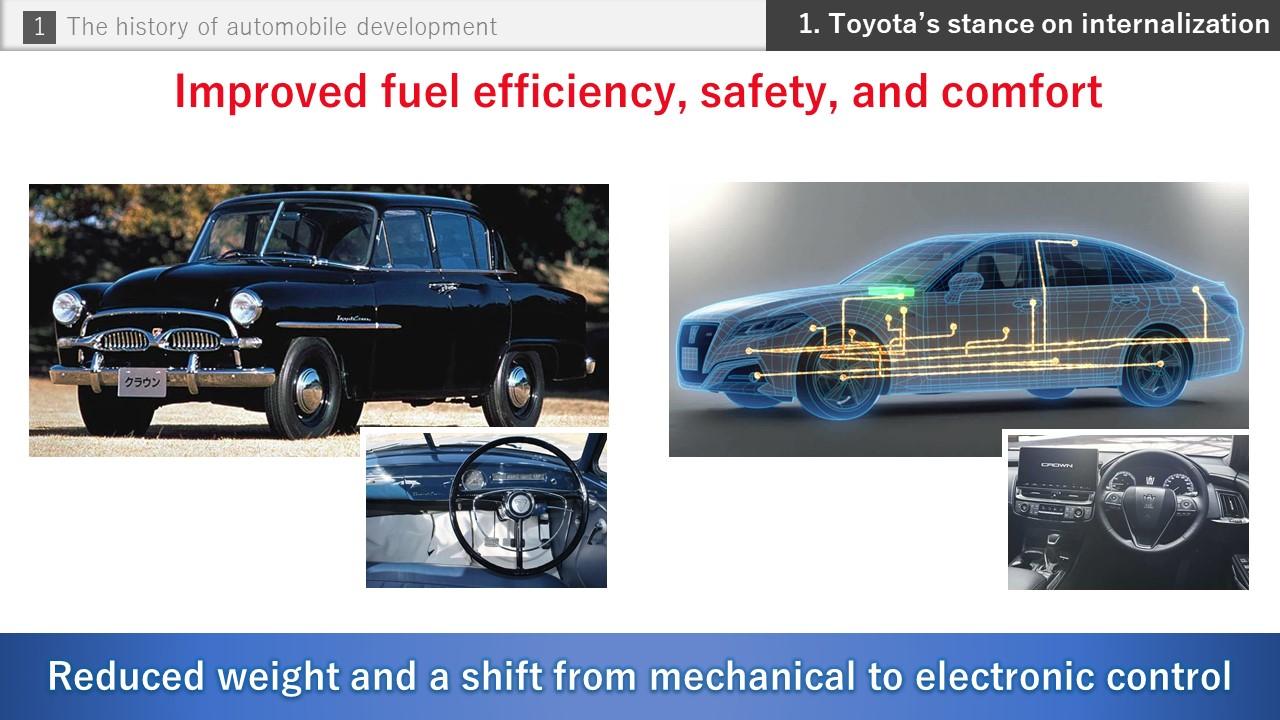
The automobile has faced social issues, such as oil crises, exhaust gas regulations, increases in traffic accidents, and the aging of societies. But, each time, it has evolved and contributed to resolving social issues.
Examples include the use of aluminum and plastic in addition to steel, leading to reduced weight, as well as the shift from mechanical to electronic control, resulting in not only improved fuel efficiency, safety, and comfort but also enhanced value in terms of the car itself.
A car today is equipped with more than 50 electronic control units, or ECUs, and uses as many as 1,000 chips.
Furthermore, society has entered the age of the internet, and being connected has become the norm. Cars, as well, are now equipped with communication devices, further advancing their electronification, with the size of software growing ever larger.

Toyota’s principle of trying something first on its own
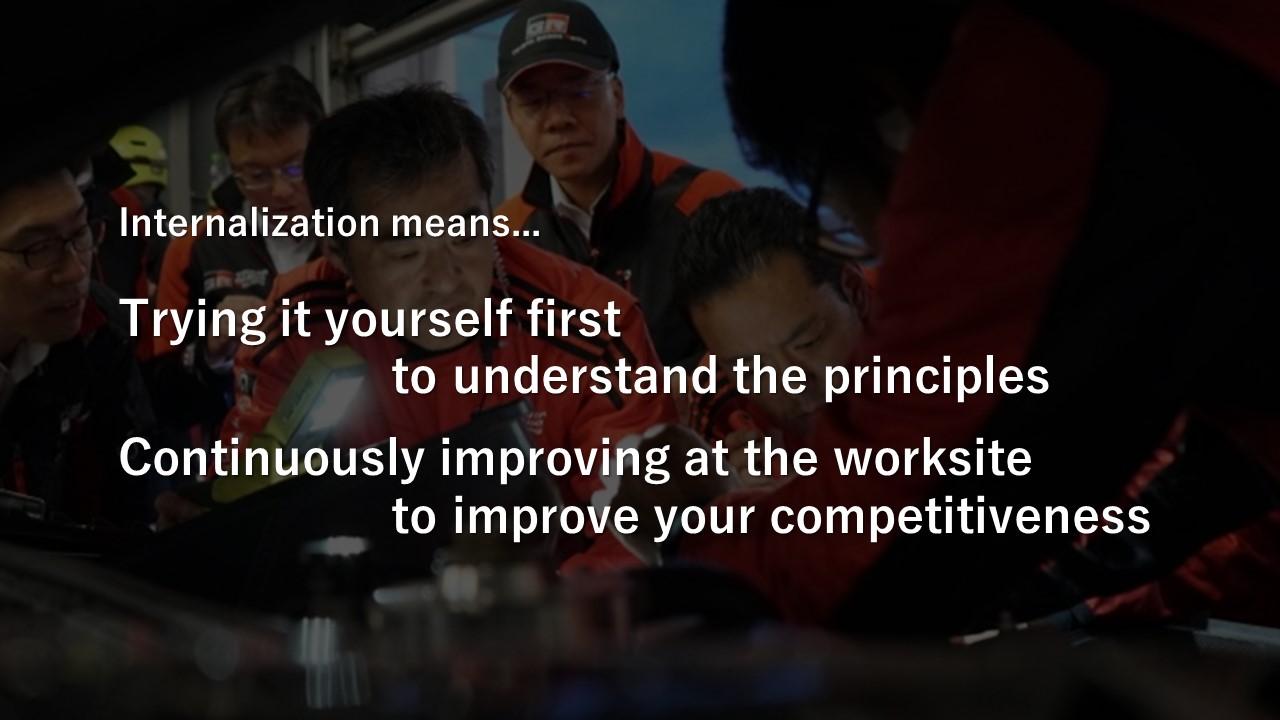
Now, when it comes to the manufacturing of cars, Toyota has its own, basic stance that has been handed down from within itself over the years. That is, we stick to our principles and internalize the important elements of car manufacturing by attempting to first achieve them on our own.
For example, since its founding, Toyota has been producing various production equipment in-house as necessary.
As a kind of side note, in the case of recovery from a fire at the Naka plant of Renesas Electronics, our engineering divisions helped by duplicating the drawings of damaged equipment and manufactured such equipment from scratch.
In the 1990s, our company engaged in the in-house design of ECUs, and it established an electronics plant, a chip plant, and a battery plant. It goes without saying that these efforts led to the commercialization of the Prius.
In recent years, we have made steady progress in internalizing hydrogen-related technologies such as fuel cell stacks and hydrogen tanks, and we are now taking on the challenge of applying these to hydrogen engines. As you are all aware, Morizo himself is driving and participating in races with hydrogen engine-equipped cars.
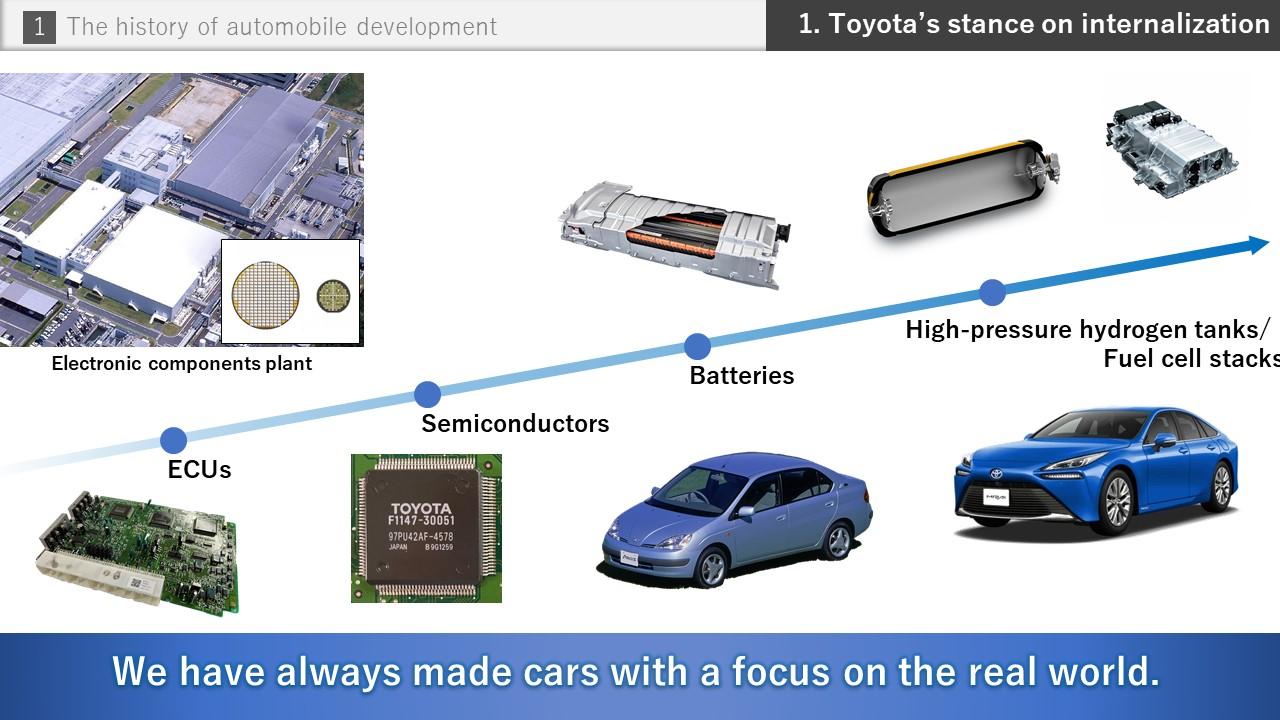
As you can see, Toyota has always built its cars while strongly adhering to the real world regardless of the era at hand. I hope that I have helped you to see that pursuing principles and promoting internalization has formed Toyota’s basic stance.
Now, in this era of CASE, what we are paying attention to is the transition of cell phones. As the shoulder phone evolved into the feature phone and then into the smartphone, the commoditized product of the phone became linked with information, creating new value through new experiences and quickly spreading around the world.
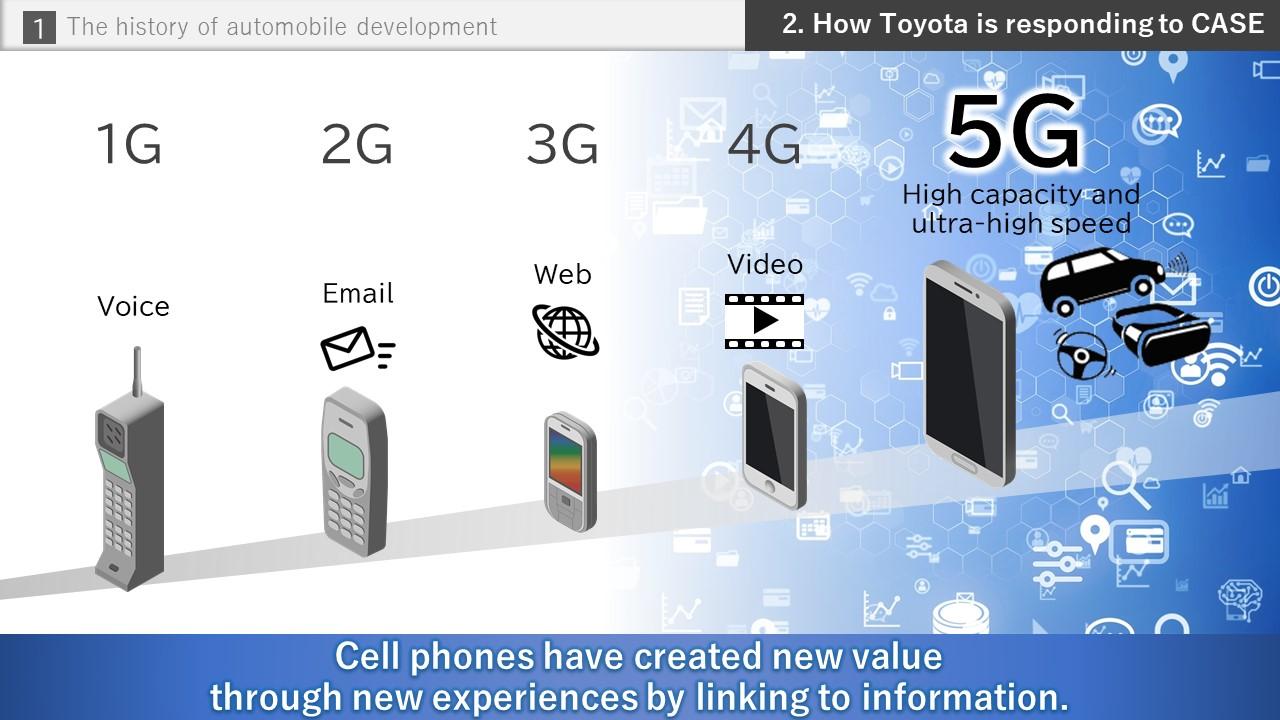
This transition has been supported by software and connected technologies. In the same way, cars will become more linked to information, and through the movement of people, goods, and things, we would like to aim to provide new value through new experiences and by bringing excitement to our customers. I believe that this is the direction in which automobiles will evolve in the future.
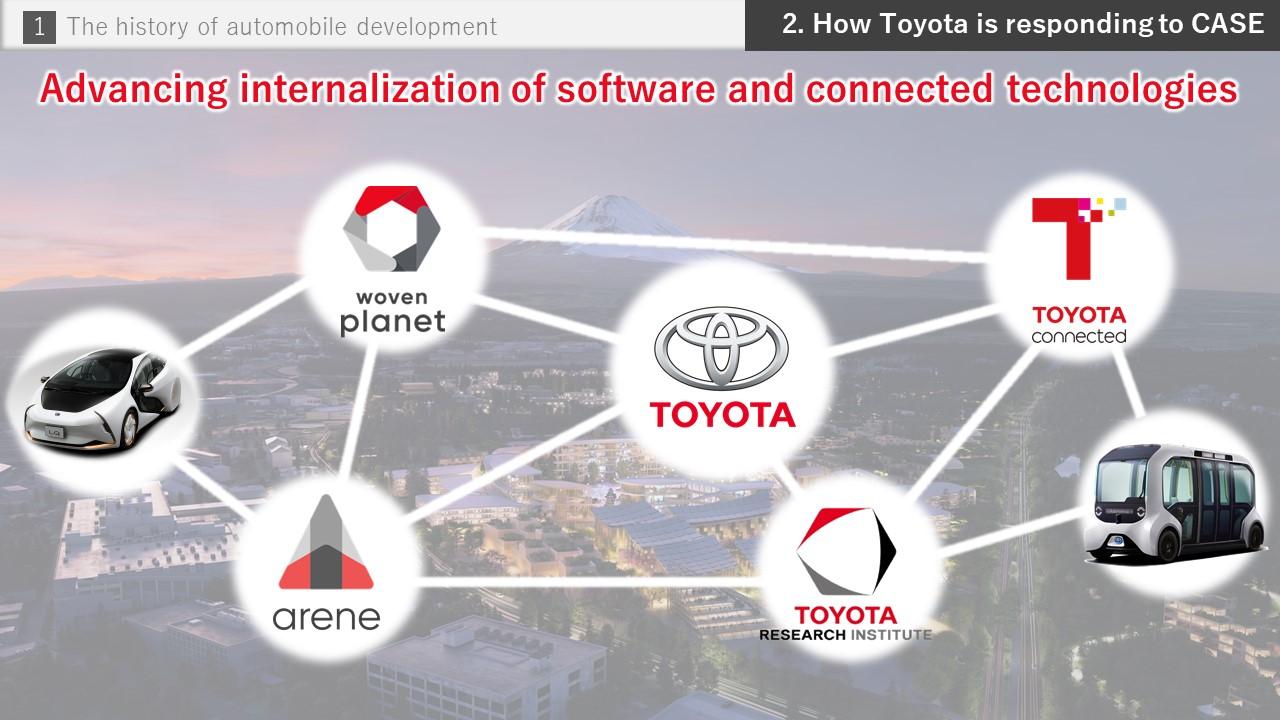
In other words, going forward, we will advance our internalization of software and connected technologies. That is why we established TRI, Woven Planet, and Toyota Connected, and it is why we are working on the development of the e-Palette, the construction of Woven City as an experimental site, and the development of the Arene platform and others.
Valuing a people-centered approach-“human connected”
Now, I would like to introduce Toyota’s efforts in the area of connected services and technologies and software.
To date, Toyota has made 10 million Lexus and Toyota vehicles that are connected cars, mainly in Japan, the United States, Europe, and China.
Toyota’s vision of the connected car is not simply one of connecting the car to the internet. In providing customers with emotional experiences through the movement of people, goods, and activities, Toyota wants to value a people-centered approach—in other words, what we call “human connected”.

To achieve this goal, we have built our own call center, which serves as a point of contact with customers, the Toyota Smart Center, which provides a variety of services, and the Toyota Big Data Center, which utilizes vehicle information gathered from cars, and we are providing a variety of services.
Also, we have established the Mobility Services Platform, or MSPF, to provide mobility services, and are promoting collaboration with service providers.

With the e-Palette introduced to the Athlete Village for the Olympic and Paralympic Games Tokyo 2020, our goal was to create mobility that integrates cars and information and that coordinates with the community. Already, during the Olympic Games Tokyo 2020, 34,000 athletes and other people related to the event used it.
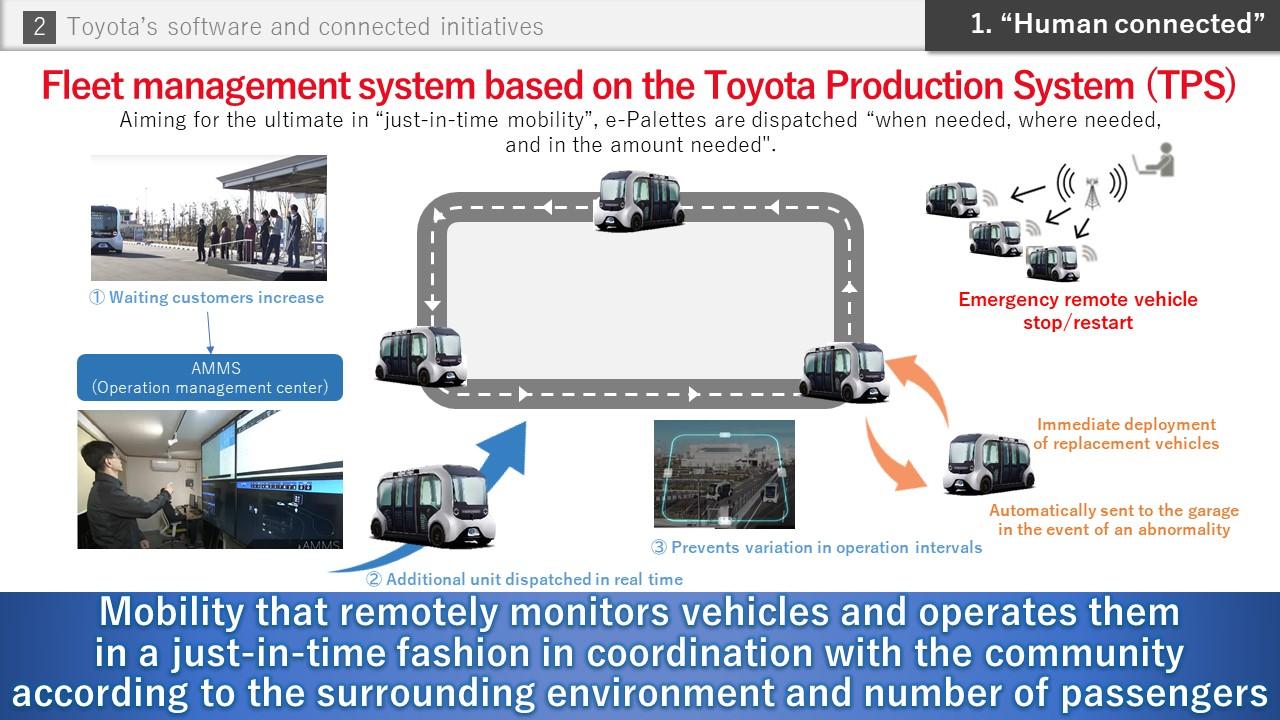
Although the e-Palette is a battery electric vehicle, or BEV, capable of automated driving, we are developing more than just automated driving and BEV technologies. We have developed a fleet management system based on the principles of the Toyota Production System to ensure that the e-Palettes at the Athlete Village operate effectively, efficiently, and accurately.
The system monitors the e-Palettes remotely and operates them in a just-in-time fashion according to the surrounding environment and the number of passengers. In other words, it provides mobility that coordinates with the community. All of this has been realized via the MSPF, which Toyota has nurtured.
In the future, I believe that these efforts will be applied to the Sienna Autono-MaaS minivan being developed in the U.S. for use as a robotaxi, and that the MSPF will be used not only for automated-driving vehicles but also for regular commercial vehicles and logistics.

In this way, connected cars and connected technologies will be applied to a variety of areas, and that which is to be connected will expand to include people, cars, communities, and society.
Toyota will handle the information gathered from customers and vehicles with care, and we will utilize it for the happiness of customers and the development of society while creating new value from experiences centered on mobility.
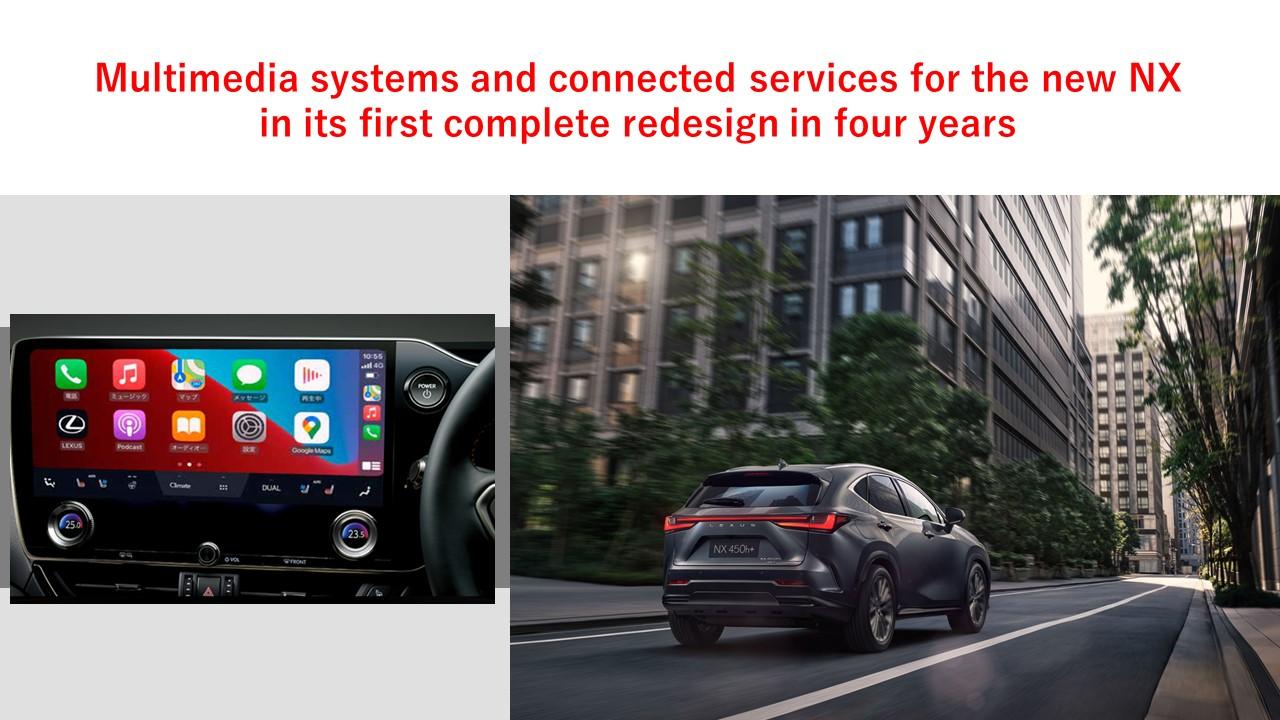
The new NX, which will soon go on sale, is also a waypoint for such. Multimedia systems and connected services functions will be installed in the new NX as it undergoes its first complete redesign in four years.
What we insisted on were information gathered at the source and locally rooted product development. Because road conditions and the way cars are used differ depending on the country and the region, there is a limit to the rolling out of a single package worldwide.
Connected technologies are useful in considering products that suit each region. To meet the expectations of our customers and society, we developed the new NX in each region, based on the concept of gathering information at the source.

Of course, the new NX will be capable of OTA (over-the-air) updates of its software. In addition to eliminating the time gap in the introduction of new technologies among regions, we will strive to create vehicles that reflect the ever-changing needs of our customers and local communities.
Applying connected technologies toward achieving carbon neutrality
Furthermore, based on a correct understanding of the characteristics of each region in the form of data, connectivity will also contribute to carbon neutrality.
Specifically, it will promote energy-efficient and resource-efficient cars.
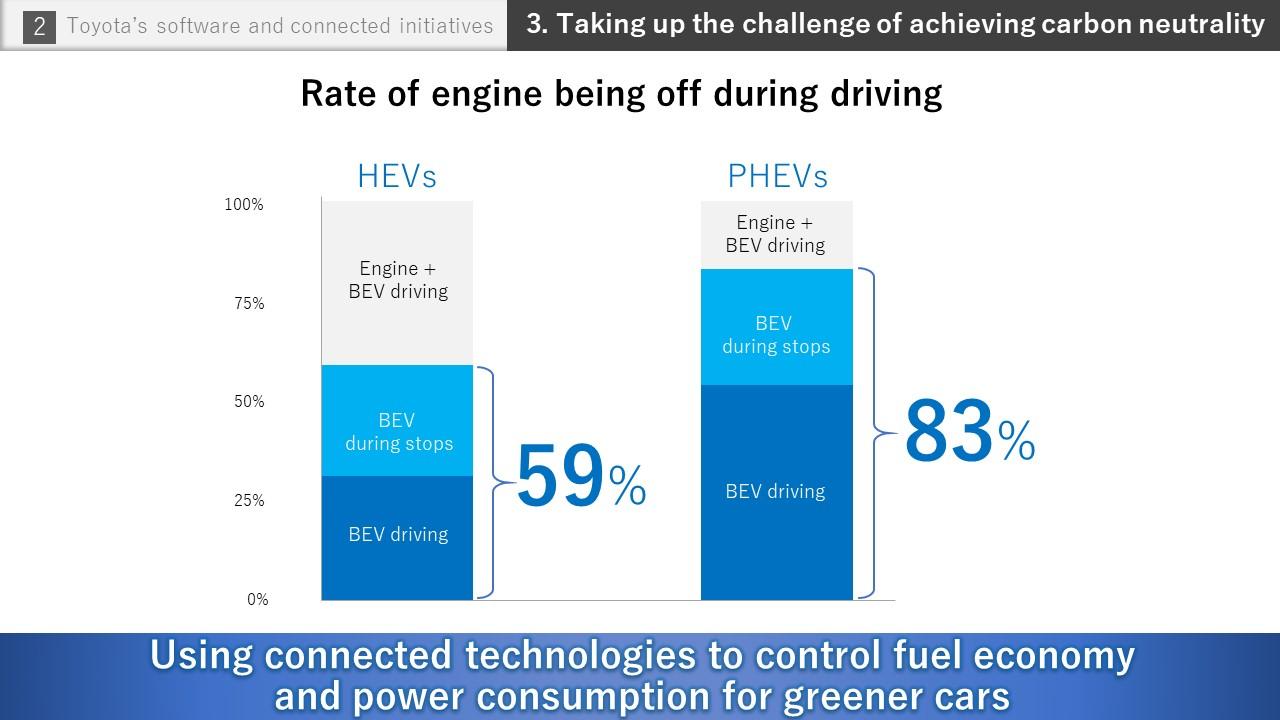
This is a bit off-topic, but according to market data, in Japan, the engine is turned off for half of all driving time in hybrid electric vehicles, or HEVs, while for plug-in hybrid electric vehicles, or PHEVs, the engine is turned off for as much as 80 percent.
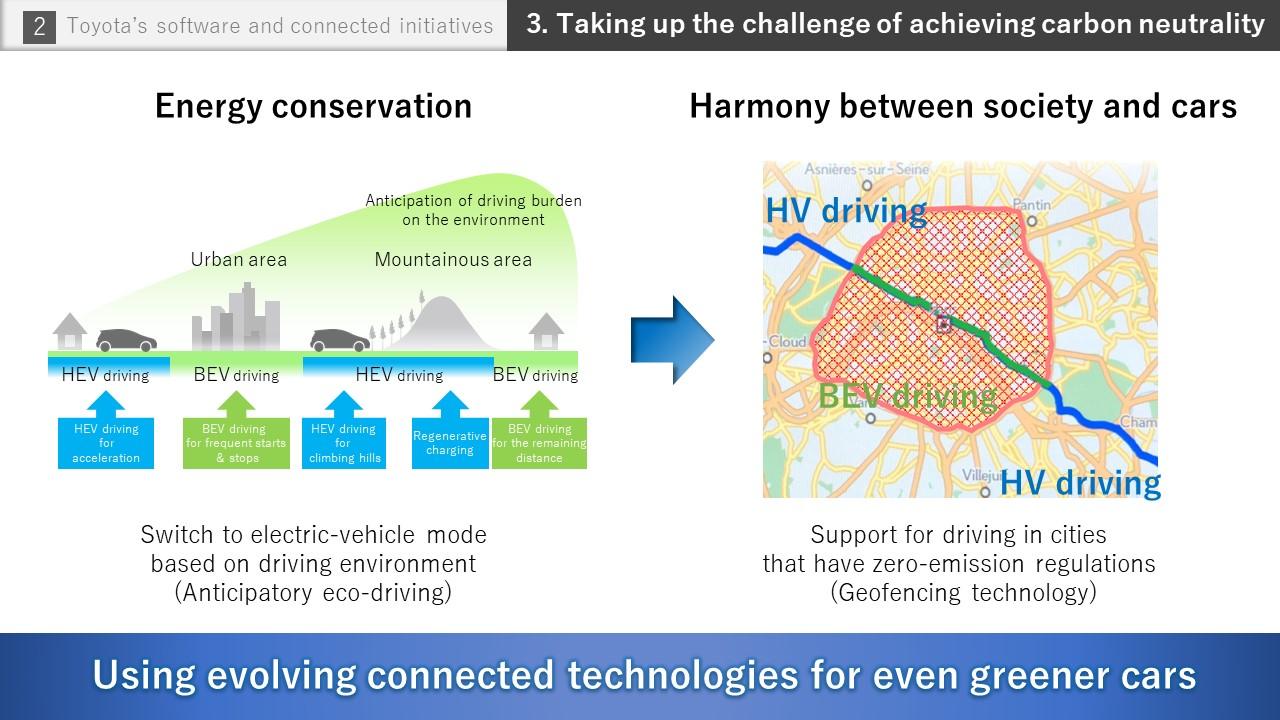
In other words, HEVs and PHEVs can evolve into environment-friendly vehicles to an even higher degree by upgrading the switching control of engines and electric motors.
Specifically, there is the idea of real-time changing of HEV control according to location and time of driving. The technology for this is called “geofencing technology”, and we are working to put it to practical use.
And the health of a car will be visualized by way of an electronic medical record of sorts using data collected at the source. By performing proper maintenance based on such a record, we can help increase vehicle longevity and heighten battery recyclability and reusability.
18,000 software personnel for achieving mass production
From here, I would like to talk about the future of the automotive industry and the possibilities for cars.
I believe that, for Toyota, conducting sustainable and practical car-making means flexibly responding to the demands of the times and changes in the environment and providing new value in cars to all kinds of customers through mass production.
At Toyota, we refer to mass production as “goguchi”, and I am a goguchi man to the core. I love the work of turning new ideas into products. When I was young, I used to stay in the laboratory from morning until night, soldering away.
My role as CPIO is to bring new ideas to mass production by adding the information and the power of software of connected cars around the world to the real-world car manufacturing that Toyota has long cultivated.
And I intend to make the making of ever-better cars more locally rooted. I believe that software has the power to promptly turn ideas into products.
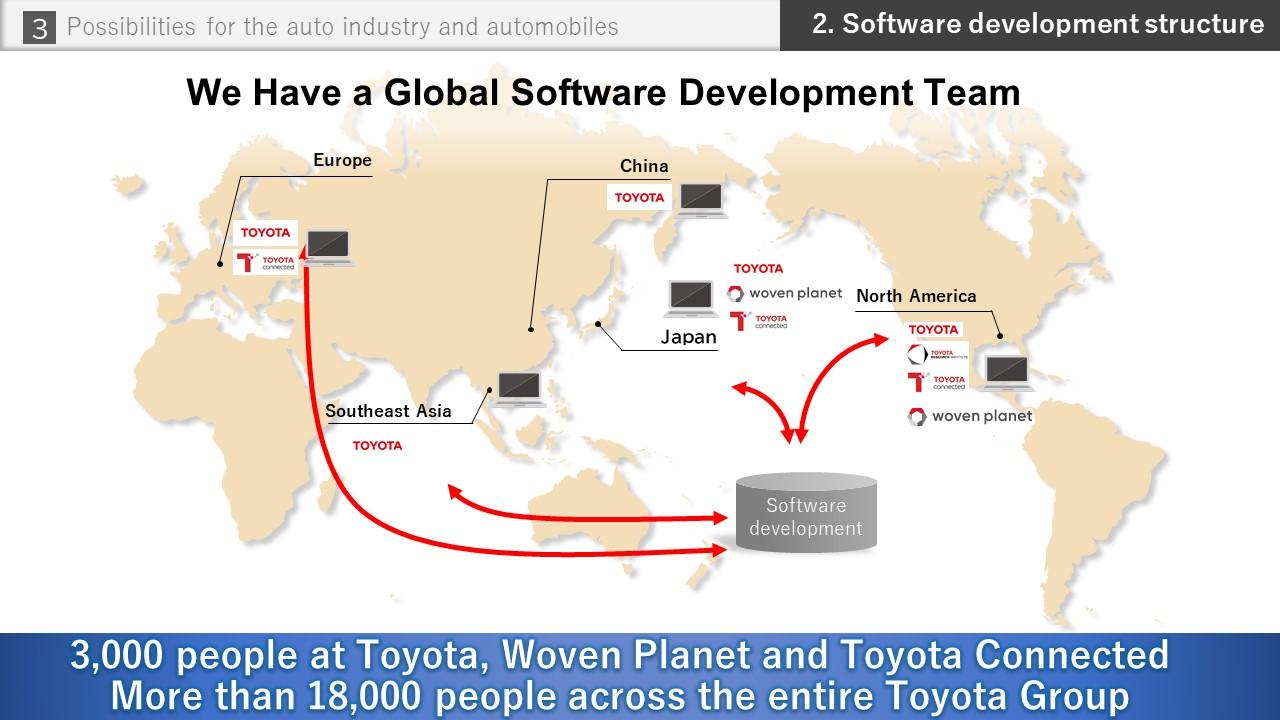
To achieve this, we will establish a software development structure with 3,000 employees globally in coordination with Woven Planet, Toyota Connected, and our overseas development bases, and we will promote software development on a global scale.
I believe our entire corporate group will have a total of 18,000 employees engaged in this. Of course, Toyota Motor Corporation will also have a full team for in-house software development.
And for the vehicle software platform Arene, which is being developed by Woven Planet, we will separate the hardware from the software and review our current so-called “integrated” development.
This will make software development more productive, and it will improve quality and shorten development lead time.

With Arene, we will be able to deliver new ideas to our customers as quickly as possible, and we will increase the number of people around the world who can share in the thrill of commercializing new ideas by using software.
Cars are used in a wide range of applications, including as passenger cars, in MaaS, and as commercial vehicles, and the regions in which they are deployed are expanding. Needs are becoming more and more diverse, and how cars are used is also becoming ever-more varied. Against that backdrop are day-to-day problems and broader social issues, as well as smiles and joy and needed technological development.
I believe that the value of cars will increase even more when technology is combined with innovation. The automotive industry is still a growth industry. I am so excited about the car-making of the future.
Toyota’s unchanging discerning approach
Please allow me to summarize my presentation today.
I believe that it is the automobile industry’s responsibility to achieve human mobility and coexistence with local communities. For the future and our children, Toyota’s goals are to provide mobility for all and to provide inspiring experiences. This is rooted in our “production of happiness for all” mantra.

Toyota has always been a company that insists on internalization regardless of the era, and it has always had a realistic approach to making cars. By combining the power of real cars and software, we would like to enhance the excitement that can be experienced only through mobility.
And by going beyond the framework of cars, we would also like to contribute to the development of society, engaging in community development and creating platforms for all of society. I would be happy if you would continue to support us in our efforts to create cars in the real world.
Following his presentation, CPIO Yamamoto was asked by a reporter to talk about what Toyota sees as its strengths. The chief officer pointed out two: internalization of a connected platform and Toyota’s dealer network.
By internalizing a connected platform, Toyota can timely introduce systems that reflect market needs. And, by having a dealer network, it can provide useful information and services to its customers around the world by coordinating with those who have real customer contact points to understand the needs and problems that customers have.
In other words, this means that Toyota’s goal of making ever-better cars can be more locally rooted and done in a more timely manner.
In even new areas such as software and connected services and technologies, Toyota believes, the real customer contact points and real car manufacturing that the company has built over the years will help keep Toyota competitive.